Hoy es lunes y toca examen
TRATAMIENTO TÉRMICO
Caso práctico, dificultad alta.
El caso práctico de hoy es más habitual de lo que creemos y sucedió no hace mucho tiempo.
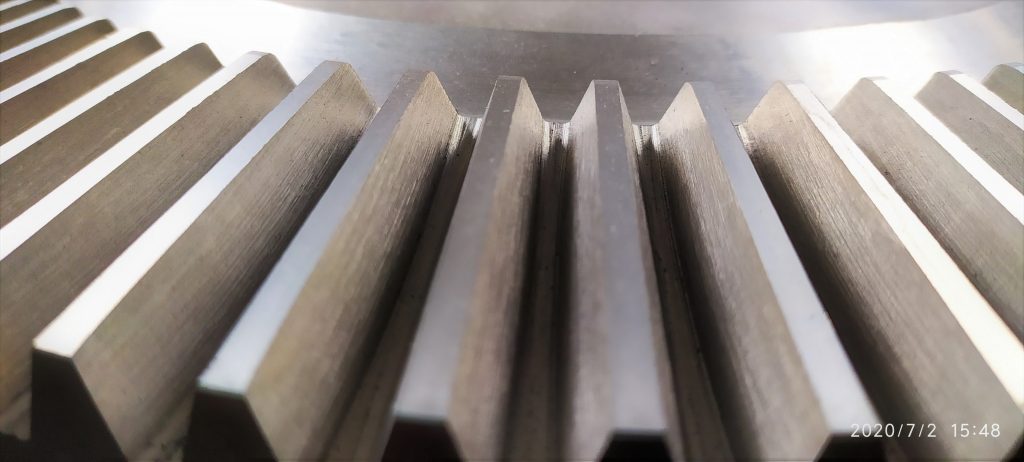
Un cliente se pone en contacto porque sus elementos mecánicos de seguridad, ruedas dentadas, han sufrido un fallo.
Durante las pruebas de seguridad que realizan anualmente, en una máquina, se le han roto los dientes de varios engranes, en varias unidades.
Estás piezas trabajan en caso de fallar el resto del sistema, engranando con una columna hasta que para todo el conjunto.
Las piezas estaban fabricadas en China en acero F1250 – 1.7220 – 34CrMo4 en estado de recocido, para un tallado más ágil. Para que os podáis hacer una idea, las medidas de las ruedas dentadas tienen unas medidas de Ø120 x Ø65 x 50 mm, módulo del diente 8 Z-20.
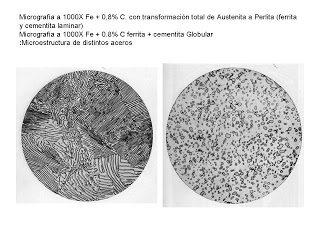
Para aumentar la resistencia al desgaste a estas piezas se les realizó un tratamiento térmico de inducción, con una dureza de 45/47 HRc en todo el diente, es decir, desde el addendum hasta el dedendum, y en todo el espesor del diente.Con este ciclo de tratamiento existía un salto de 30/35HRc entre la zona templada y la zona recocida.
Al activarse la emergencia para la que estaban diseñadas, las ruedas empezaron su trabajo , pero perdieron gran parte de los dientes, por lo que su trabajo quedó inutilizado, incurriendo en un accidente completo del conjunto de la máquina.
El desastre era mayúsculo porque el conjunto de ruedas era cercano a las 1500 y lógicamente no se atrevían a realizar el montaje por miedo incurrir en reiterados accidentes.
Finalmente, analizamos las circunstancias de la rotura, diseñamos el ciclo térmico necesario, realizamos varios ensayos y aconsejamos al cliente. Gracias a diversos tratamientos conseguimos sacar adelante estos elementos mecánicos con total seguridad en su trabajo.
Pensar bien la respuesta porque es difícil y porque es doble. En este examen analizaremos porque han sucedido las roturas en los dientes y en el examen de la próxima semana nos preguntaremos qué solución le dimos.
De entre todas las probabilidades que exponemos, ¿ cuál crees que fue la principal causa de la rotura ocurrida en el diente del engrane?
 Hoy es viernes y toca corregir.
Hoy es viernes y toca corregir.