Previsualizar en nueva pestaña
 Hoy es viernes y toca corregir.
Hoy es viernes y toca corregir.
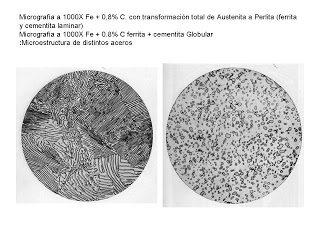
TRATAMIENTOS TERMICOS
El pasado lunes preguntábamos por una curiosidad sobre el rendimiento de una pieza de 4CrMo4+QT – 1.7255+QT , con el ciclo de nitruracion frente a una pieza solamente bonificada a 1000/1100 MPa
Ateniéndonos a vuestras respuestas esta curiosidad os sorprenderá a muchos, porque el % de respuestas es casi idéntico en las 4 opciones.
– 5 veces 16%
– 10 veces 30%
– 20 veces 34%
– 30 veces 20%
La respuesta correcta es la D.
Es decir, tribológicamente hablando, un elemento mecánico tendrá una durabilidad, en igualdad de condiciones, 30 veces mayor si esta nitrurado frente al otro sin este ciclo.
Esto se debe a la formación de nitruros propios del ciclo Fe2-3N – Fe4N , Nitruro de Cromo, así como al aumento de tenacidad que la capa nitrurada produce como sellante de superficie.
Además, en el ciclo se produce un alivio de tensiones y una compresión del núcleo que evitan la futura aparición de grietas de fatiga y se provoca un aumento de resistencia a los gripajes por falta de lubricación, pues no pierde dureza hasta los 500ªC de temperatura de trabajo.
Espero que esta curiosidad os sea de utilidad en vuestros futuros proyectos.
Desde BILTRA podemos ofertaros ciclos de tratamiento térmico de Nitruración, desde 0,2 mm hasta 1 mm, será un placer colaborar en vuestros proyectos.
comercial@biltra.com
www.biltra.com
Un templado saludo