Comienza el nuevo año 2021 y tengo la sensación que será una montaña rusa. Debemos sacar todas nuestras virtudes a relucir, y una de las principales será una característica mecánica muy apreciada metalograficamente:
LA RESILIENCIA.
En psicología, capacidad que tiene una persona para superar circunstancias traumáticas como un accidente, etc. «la resiliencia potencia la felicidad»
En Metalografia, la resliencia es la virtud de los material de recuperar la normalidad sin sufrir deformaciones o taras permanentes.
Como comentamos la pasada publicación, el objetivo principal de los tratamientos térmicos y termoquimicos, es mejorar las cualidades de las piezas metálicas modificando las características mecanicas del metal tratado, acero, aluminio, bronce, cobre, etc..
Pieza larga estriada con tratamiento termico de nitruracionLas tres propiedades mecánicas fundamentales son:
Cohesión
Es la resistencia de moleculas y atomos a romperse.
Elasticidad
Es la propiedad de volver a la posición inicial cuando termina de actuar la fuerza deformante.
TRATAMIENTO TERMICO DE ESTABLIZADO. Hoy es lunes, toca repasar y aprender. Su aportación es vital en el mecanizado, TRATAMIENTO TÉRMICO DE ESTABILIZADO
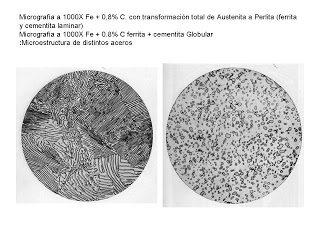
Las mejores condiciones de maquinabilidad y la menor dureza de los aceros al carbono de herramientas, y otros aceros aleados, se consiguen cuando las estructuras de los aceros son globulares.
El recocido globular es interesante los aceros de herramientas, no solo por conseguirse de esta forma la menor dureza y quedar el material en las mejores condiciones de maquinabilidad, sino también porque los aceros estructura globular quedan después del Temple revenido con muy buena tenacidad.
Recocido globular
Además las deformaciones que se producen en el temple de los aceros que tienen la estructura globular son muy inferiores a las que aparecen al templar los aceros con otras estructuras.
La experiencia nos demuestra que cuando se desea obtener estructuras globulares no se deben efectuar los recogidos a temperaturas muy superiores al punto Ac1.
Esto se debe a la gran tendencia a formar estructuras laminares en el enfriamiento con calentamientos muy alta, en cambio si el calentamiento se efectúa entre 15 y 50 grados al punto Ac1, se obtiene después de un enfriamiento lento estructuras globulares perfectas.
Es decir, un recocido a 850ºC con una velocidad de enfriamiento de 10ºC hora presenta después del temple menor tenacidad que un acero recocido a 760ºC con la misma velocidad de enfriamiento, debido a que la cementita conserva la estructura reticular del primero y esferoidal del segundo.
Los aceros recocidos a temperaturas próximas a la crítica (superiores) con estructuras globulares muy finas, poseen mayor tenacidad. y producen menor deformación.
Su principal diferencia se establece en la temperatura máxima de calentamiento, pudiendo ser de austenización completa o austenización incompleta sin transformación cristalina. En próximos artículos, definiremos cada uno de los tipos de recocidos y sus utilidades principales.
Las principales PROPIEDADES DE LAS PIEZAS NITRURADAS estan vinculadas a la mejora de las carácteristicas mecánicas, e inciden de forma importante en los costos de fabricación y trazabilidad de proceso.
PROPIEDADES DE LAS PIEZAS NITRURADAS
1ª) GRAN DUREZA
2ª) GRAN RESISTENCIA A LA CORROSIÓN
3ª) DISMINUCION DE LAS DEFORMACIONES
4ª) ENDURECIMIENTO EXCLUSIVO DE DETERMINADAS SUPERFICIES DE LAS PIEZAS
5ª) RETENCIÓN DE DUREZAS A TEMPERATURAS ELEVADAS
6ª) AUMENTO DE LAS PROPIEDADES TRIBOLOGICAS
7ª) CONSIDERABLE AUMENTO DE LA RESISTENCIA A LA FATIGA MECANICA Y TERMICA.
DUREZA
Después de la nitruración, se consiguen MUY durezas elevadas que no se obtienen por otros procedimientos de endurecimiento superficial.
Las piezas nitruradas pueden quedar con durezas comprendidas entre 500 a más de 1400 Vickers, según la composición del acero. PROPIEDADES DE LAS PIEZAS NITRURADAS. Cuando interesa que la capa dura sea de gran tenacidad, conviene utilizar aceros, que después de la nitruración queden con durezas relativamente bajas, 650 a 850 Vickers.
Es posible nitrurar la mayor parte de los aceros, de su composición, % en la aleación, estructura metalografica, etc, … dependerá la dureza final.
Existen en el mercado una amplia variedad de aceros que nos permiten alcanzar durezas significartivas.
Su dureza de núcleo es un valor significativo para encontrar la tenacidad requerida. Per otodos estos valores son modulables con un temple y revenidop previos , si tenemos la necesidad de adaptarnos a valores especificos de Core hardness.
Deben mantener unas condiciones de temperatura y composicion de atmosfera, especial y programada.
Por esto, el proceso de enmascaramiento se realiza en la preparación y acondicionamiento de la carga.
Se realiza mediante una pintura especial en base a plomo y estaño, que inhiben la penetracion del nitrogeno atómico. Esta inhibición provoca la no formacion de nitruros en la superficie de la pieza manteniendo su composición química intácta.
Debemos medir bien los pros y contras del enmascaramiento, porque al evitar la formación de nitruros también dejamos la pieza sin las cualidades positivas que aporte el proceso.
Anticorrosion, Antidesgaste, Aumento tribologico, Aumento de tenacidad y Resistencia a la fatiga térmica y mecánica son caracteristica propias del proceso de nitruración, que no aportaremos en las zonas enmascaradas.
Asi mismo, lass tensiones compresivas provocadas en la red cristalina por la precipitación de nitruros se reparte de forma asimetrica, aumentando el riesgo de variaciones volumetricas.
Todo esto independientemente de las tensiones internas que debemos eliminar antes de comenzar el ciclo de tratamiento.
ENMASCARAMIENTO Y PROTECCION ANTINITRURANTE.La aplicacion se realiza mayoritariamente de forma manual, excepto en piezas seriadas, y debe tenerse en cuenta su costo, tanto de mano de obra y como de imprimación.
En BILTRA tenemos los medios y conocimientos necesarios para asesoraros en vuestras necesidades. Conocemos perfectamente el comportamiento de los aceros en este proceso, NO DUDEIS EN CONTACTAR.
Ante de pasar a la comentar la trazabilidad necesaria para un correcto ciclo de nitruracion, nitrocarburación, sur-sulf, tenifer. melonite, QPQ….. es necesario describir el ciclo térmico y preventivo, que más importancia y trascencia tiene, ESTABILIZADO/STRESS RELIEF/STRESS RELIEVING/ALIVIO DE TENSIONES.
PROCESO
El tratamiento térmico de estabilizado es posterior al mecanizado y a la soldadura, es un método para reducir y redistribuir las tensiones residuales que han sido introducido en el material por estos procesos.
El grado de ALIVIO DE TENSIONESde los esfuerzos residuales depende del tipo de material y composición, eltemperatura y el tiempo de mantenimiento a esa temperatura.
El tiempo de permanecia a temperatura máxima debe ser de 1 hora por cada 25 mm de espesor como minimo.
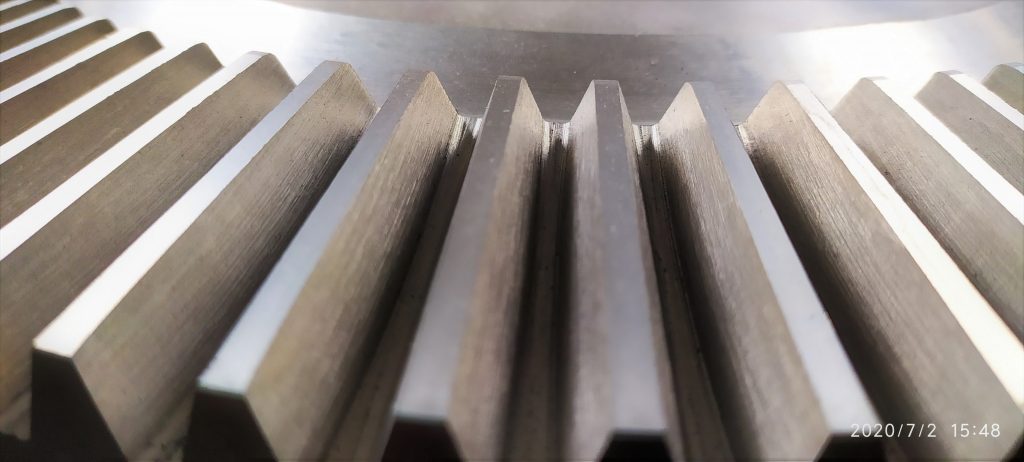
En muchas ocasiones los clientes nos solicitam proteger o enmascarar ciertas zonas de los elementos mecánicos, engranes, que necesitan un ciclo de cementación.
Este engrane, de modulo 18, necesita enmascararse para terminar el Ø interior tras el ciclo de cementación, de esta forma se pueden corregir las variaciones de volúmen, dotando al núcleo te una alta tenacidad pero con estructura martensitica de temple.
Capa de cementacion , 2.5 mm Dureza final 58/62 HRc
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duración
Descripción
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.